Бул жерде, Кытайдын фанера өндүрүүчүлөрү фанера сатып алууда профессионалдуу, коопсуз жана үнөмдүү тандоо үчүн булак чыгаруучуну табуу маанилүү экенин эскертишет.
Фанер деген эмне
Фанердүйнө жүзү боюнча ар кандай курулуш долбоорлорунда колдонулган эң универсалдуу жана кеңири таанылган инженердик жыгачтан жасалган панелдик буюмдардын бири. Бул панелдерде сатылган курама материалды түзүү үчүн чайыр жана жыгач шпон барактарды бириктирүү аркылуу түзүлөт. Адатта, фанера өзөктүү каптоолорго караганда жогорку сорттогу бет каптоолорду камтыйт. Негизги катмарлардын негизги милдети ийилүүчү стресстер эң көп болгон сырткы катмарлардын ортосундагы бөлүнүүнү жогорулатуу, ошону менен ийүү күчтөрүнө каршылык көрсөтүүнү жогорулатуу. Бул фанера күчтү жана ийкемдүүлүктү талап кылган колдонмолор үчүн эң сонун тандоо кылат.

өндүрүштүк процесстерге киришүү
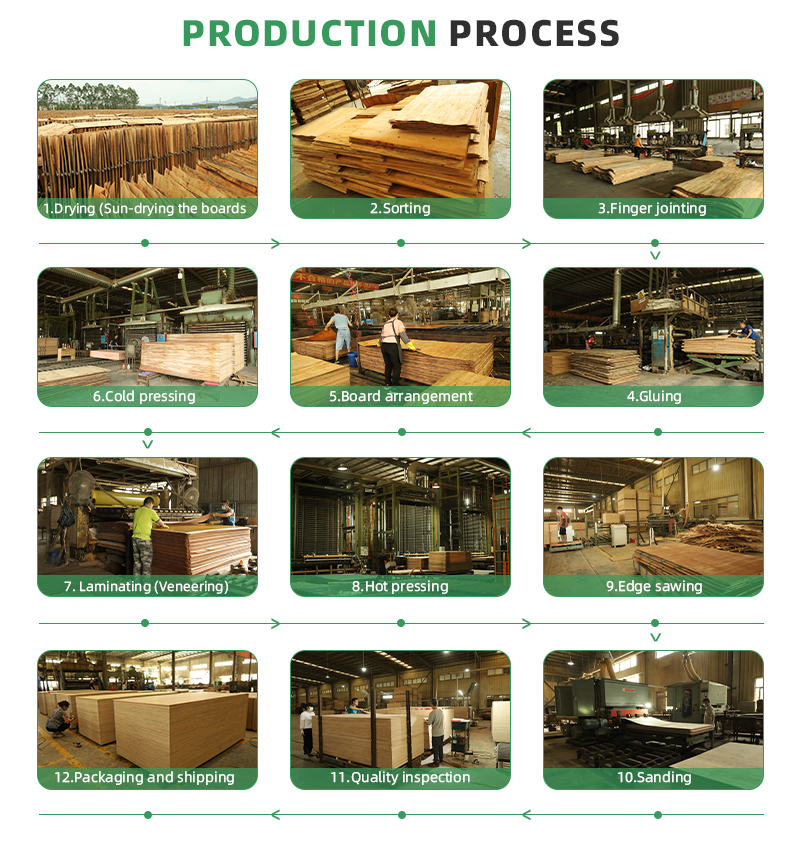
Көбүнчө көп катмарлуу тактай, шпон тактасы же өзөктүү такта деп аталган фанера жыгачтын сегменттеринен шпондорду кесип, андан кийин аларды үч же андан көп (так сандагы) тактай катмарларына чаптоо жана ысык басуу жолу менен жасалат. Фанера өндүрүү процесси төмөнкүлөрдү камтыйт:
Жыгачтарды кесүү, кабыгынан тазалоо жана кесүү; автоматташтырылган кургатуу; Толук бириктирүү; Желимдөө жана бланкаларды чогултуу; муздак басуу жана оңдоо; ысык басуу жана айыктыруу; араалоо, кыруу жана кумдоо; Уч жолу пресстее, уч жолу ремонт, уч жолу араа, уч жолу кум чачуу; толтуруу; Даяр продукцияны текшерүү; Таңгактоо жана сактоо; Транспорт
Жыгачтарды кесүү жана пилинг
Пиллинг фанера өндүрүшүнүн эң маанилүү звеносу болуп саналат жана тазаланган шпондун сапаты даяр фанердин сапатына түздөн-түз таасирин тийгизет. Эвкалипт жана ар кандай карагай сыяктуу диаметри 7 смден ашкан дөңгөлөктөр кесип, кабыгынан тазаланып, анан калыңдыгы 3 ммден ашпаган шпондорго кесилет. Тазаланган шпондордун калыңдыгы жакшы, желимдин өтүшүнө жакын эмес, радиалдык кооз оюмдары бар.
Автоматташтырылган кургатуу
Кургатуу процесси фанердин формасына байланыштуу. Кабыкталган шпондорду ез убагында кургатуу керек, алардын нымдуулугу фанердин ендуруштук талаптарына жет-киришет. Автоматташтырылган кургатуу процессинен кийин венирлердин нымдуулугу 16% дан төмөн көзөмөлдөнөт, тактайдын бузулушу кичинекей, деформацияланууга же деламинацияга оңой эмес, ал эми шпондорду иштетүү көрсөткүчтөрү эң сонун. Салттуу табигый кургатуу ыкмасы менен салыштырганда, автоматтык кургатуу процесси аба ырайынан таасир этпейт, кургатуу убактысы кыска, күнүмдүк кургатуу кубаттуулугу күчтүү, кургатуу натыйжалуулугу жогору, ылдамдыгы тезирээк жана эффекти жакшы.
-Drying-Sun-drying-the-boards.jpg)
Толук жабыштыруу, жабыштыруу жана даярдоо
Жалгаштыруу ыкмасы жана колдонулган жабышчаак фанера тактасынын туруктуулугун жана экологиялык тазалыгын аныктайт, бул да керектөөчүлөрдү эң кызыктырган маселе. Өнөр жайдагы эң акыркы жабыштыруу ыкмасы - бул толук жабыштыруу ыкмасы жана тиштүү жабыштыруу структурасы. Кургатылган жана кабыгы тазаланган шпондор каптоолордун жакшы ийкемдүүлүгүн жана катуулугун камсыз кылуу үчүн бүтүндөй чоң тактага бириктирилет. Желимдөө процессинен кийин фанерлер жыгач данынын багыты боюнча кайчылаш формада тизилип, бланка түзүлөт.

Муздак басуу жана оңдоо
Муздак престүү, ошондой эле алдын ала пресстөө деп да белгилүү, шпондорду негизинен бири-бирине жабыштыруу үчүн колдонулат, бул жылдыруу жана иштетүү процессинде шпондун жылышуусу жана өзөк тактасынын тизилиши сыяктуу кемчиликтердин алдын алуу, ошону менен бирге желимдин суюктугун жогорулатуу үчүн колдонулат. клейдин жетишсиздигинен жана кургак желимдин көрүнүштөрүнөн качуу, фанерлердин бетинде жакшы клей пленка түзүү. Даярдык алдын ала престоочу машинага жеткирилет жана 50 минутадан кийин тез муздак пресстен кийин өзөк тактасы жасалат.
Борттун даярдыгын оңдоо - бул ысык пресстин алдында кошумча процесс. Жумушчулар анын бетинин жылмакай жана кооз болушун камсыз кылуу үчүн негизги тактанын үстүнкү катмарын катмар-катмар менен оңдошот.

Ысык басуу жана айыктыруу
Ысык басуучу машина фанера өндүрүшүндөгү эң маанилүү жабдуулардын бири болуп саналат. Ысык басуу фанерадагы көбүктүн пайда болуу жана жергиликтүү деламинация көйгөйлөрүнөн эффективдүү кача алат. Ысык басуудан кийин, буюмдун структурасы туруктуу, бекемдиги жогору жана деформацияланбаш үчүн, болжол менен 15 мүнөт муздатуу керек. Бул процессти биз "айыгуу" мезгили деп атайбыз.

Аралоо, кыруу жана кумдоо
Айыктыруу мөөнөтү аяктагандан кийин, дайындама параллелдүү жана тыкан тиешелүү мүнөздөмөлөргө жана өлчөмдөргө кесүү үчүн араа кесүүчү машинага жөнөтүлөт. Андан кийин, тактайдын бетинин жалпы жылмакайлыгын, тунук текстурасын жана жакшы жалтыраганын камсыз кылуу үчүн тактайдын бети кырылып, кургатылат жана кумдалат. Хэзире ченли фанера вндурмек процесинин 14 про-цессинин биринжи нобатдакысы тамамланды.
Уч жолу пресстее, уч жолу ремонт, уч жолу араа, уч жолу кум чачуу
Жогорку сапаттагы фанера бир нече жакшы жылтыратуу процесстеринен өтүшү керек. Биринчи жылмалоодон кийин фанерди экинчи катмарлоо, муздак пресстөө, оңдоо, ысык пресстөө, араалоо, кыруу, кургатуу, жылмалоо жана так кыруу, экинчи турда бардыгы болуп 9 процесс.
Акыр-аягы, бланка кооз жана кооз технологиялуу жыгач бети менен чапталат, кызыл жыгач бети, ошондой эле ар бир фанера үчүнчү муздак басуу, оңдоо, ысык басуу, кыруу, жылмалоо, аралоо жана башка 9 процесстен өтөт. Жалпысынан «үч пресстөө, үч оңдоо, үч араалоо, үч жылмалоо» 32 өндүрүш процесси, жалпак, структуралык жактан туруктуу, аз өлчөмдө деформацияга ээ, кооз жана бышык тактайдын бети чыгарылат.

Толтуруу, даяр продукцияны сорттоо
Түзүлгөн фанера акыркы текшерүүдөн кийин текшерилип, толтурулат, анан сорттолот. Калыңдыгын, узундугун, туурасын, нымдуулугун жана бетинин сапатын жана башка стандарттарды илимий сыноо аркылуу, өндүрүлгөн ар бир фанера квалификациялуу жана туруктуу сапатка ээ болушун, физикалык жана кайра иштетүүнүн мыкты көрсөткүчтөрүн камсыз кылуу.

Таңгактоо жана сактоо
Даяр продукт тандалып алынгандан кийин жумушчулар күн жана жамгырдан сактануу үчүн фанерди кампага таңып коюшат.

ТОНГЛИ Жыгач
Фанер эмне үчүн колдонулат?
Фанера - ар кандай тармактарда колдонулган тактайдын кеңири таралган түрү. Алар категорияга бөлүнөткадимки фанеражанаатайын фанера.
негизги пайдаланууатайын фанератөмөнкүлөр болуп саналат:
1.Grade биринчи жогорку архитектуралык жасалгалар үчүн ылайыктуу болуп саналат, орто жана жогорку аягы эмерек, жана ар кандай электр приборлору үчүн каптамалар.
2.Grade эки эмерек, жалпы курулуш, транспорт жана кеме жасалгалары үчүн ылайыктуу болуп саналат.
3.Grade үч төмөн-аягы имараттарды ремонттоо жана таңгактоочу материалдар үчүн ылайыктуу болуп саналат. Атайын класс жогорку деңгээлдеги архитектуралык жасалгаларга, жогорку класстагы эмеректерге жана өзгөчө талаптары бар башка буюмдарга ылайыктуу
Кадимки фанераКөрүнүп турган материалдык кемчиликтер жана иштетилгенден кийин фанерадагы иштетүү кемчиликтери боюнча I класс, II класс жана III класска бөлүнөт.
1.Class I фанера: Аба ырайына чыдамдуу фанера, ал бышык жана кайнаганга же бууга туруштук бере алат, сыртта колдонууга ылайыктуу.
2.Class II фанера: Сууга чыдамдуу фанера, муздак сууга чыланган же кыска мөөнөттүү ысык сууга чыланган, бирок кайнатууга ылайыктуу эмес.
3.Class III фанера: Нымга чыдамдуу фанера, кыска мөөнөттүү муздак сууга туруштук бере алган, имараттын ичинде колдонууга ылайыктуу.

Посттун убактысы: 2024-08-08






